負荷概況
廠區內(nèi)有大(dà)量機器人(rén)焊接及懸焊點焊設備,焊機焊接時間(jiān)極短(duǎn),負載不(bù)穩定,具有極快(kuài)的諧波及無功功率變化(huà),三相(xiàng)負荷不(bù)平衡,緻使焊接質量變差,生産效率降低(dī)。使用常規産品,響應速度跟不(bù)上負荷的變化(huà)。
由于諧波擾動太快(kuài),高(gāo)頻含量高(gāo),常規諧波及無功補償裝置不(bù)能發揮作用,本負荷場(chǎng)合多(duō)次出現(xiàn)過無功補償電(diàn)容櫃燒毀,影響焊接質量,機器人(rén)焊接系統電(diàn)壓低(dī)停機,沖壓車間(jiān)其它設備控制(zhì)闆燒毀。

現(xiàn)場(chǎng)情況
現(xiàn)場(chǎng)測試電(diàn)流爲650A ,電(diàn)流畸變率45%。
根據公式
基波電(diàn)流I1爲
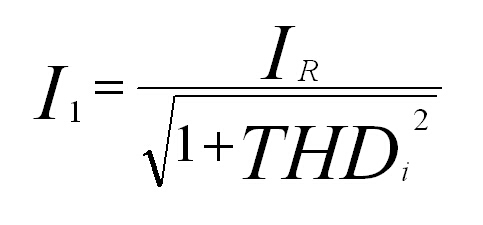
計算求得 基波電(diàn)流I1=650/1.095=593.6A

THDi 電(diàn)流總諧波畸變率45%;
計算求得 總諧波電(diàn)流=0.45*593.6=267.1 A
治理措施
治理措施爲在諧波源前端配置1台TUR APF 300 三相(xiàng)四線有源電(diàn)力濾波器。
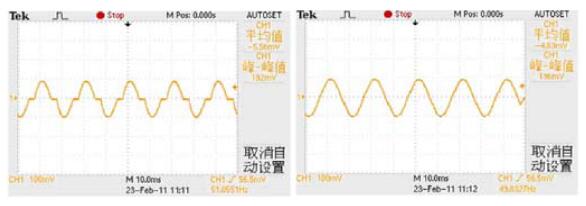
治理效果
從(cóng)圖比較就(jiù)可(kě)以明顯看出,TUR APF響應速度快(kuài),性能突出,投入濾波器後電(diàn)流波形基本接近爲正弦波,諧波得到徹底濾除,焊接質量得到提高(gāo),沖壓車間(jiān)其它設備安全運行(xíng)。